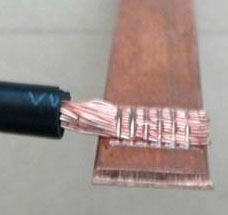
無錫尼可超聲波設備有限公司(13771501564劉先生)專業生產超聲波金屬焊接設備:超聲波金屬點焊機超聲波金屬焊接機超聲波金屬熔接機電池極耳焊接機超音波金屬焊接機超聲波金屬焊接設備金屬銅鋁焊接機超聲波鋁箔與鋁片焊接機40K超聲波金屬焊接機超聲波汽車接線端子焊接機超聲波鋁殼+鋁鎳焊接機超聲波鋁帶+鋁蓋焊接機超聲波鋁帶+鋁箔焊接機超聲波鎳帶+鋁帶焊接機超聲波鎳帶+銅箔焊接機超聲波電線與電子元件金屬焊接機鎳帶鎳片焊接機超聲波鋁箔與鋁片焊接機Ultrasonicmetalweldingmachine等
超聲波金屬焊接機系列 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

















無錫尼可超聲波有限公司
地址:無錫市錫山經濟開發區團結中路58號(春象工業園)
聯系人:劉緒軍13771501564
電話:0510-88213215
傳真:0510-81006855
郵箱:nicle00@163.com
網址:www.wxnicle.com
WuxiNicleUltrasonicEquipmentCo.,
Mr.Liu
Mobile:(0)13771505164
FAX:86-510-88213215
Zip:214102
E-mail:nicle00@163.com
Msn:nicle00@live.cn
QQ:421749531
Address:XishanDistrict,WuxiCityIndustrialPark,UnityRoadHaruzo,China
超聲波金屬封管機銅管封尾機汽車線束焊接機,多股銅鋁線焊接機,電纜屏蔽層焊接機,太陽能集熱板焊接機超聲波金屬滾焊機超聲波金屬焊接機電池極耳焊接機Ultrasonicmetalweldingmachine銅管數控沖孔翻邊機,導線與銅片焊接機銅線端子焊接機,汽車集電環焊接機,銅管沖孔翻邊機